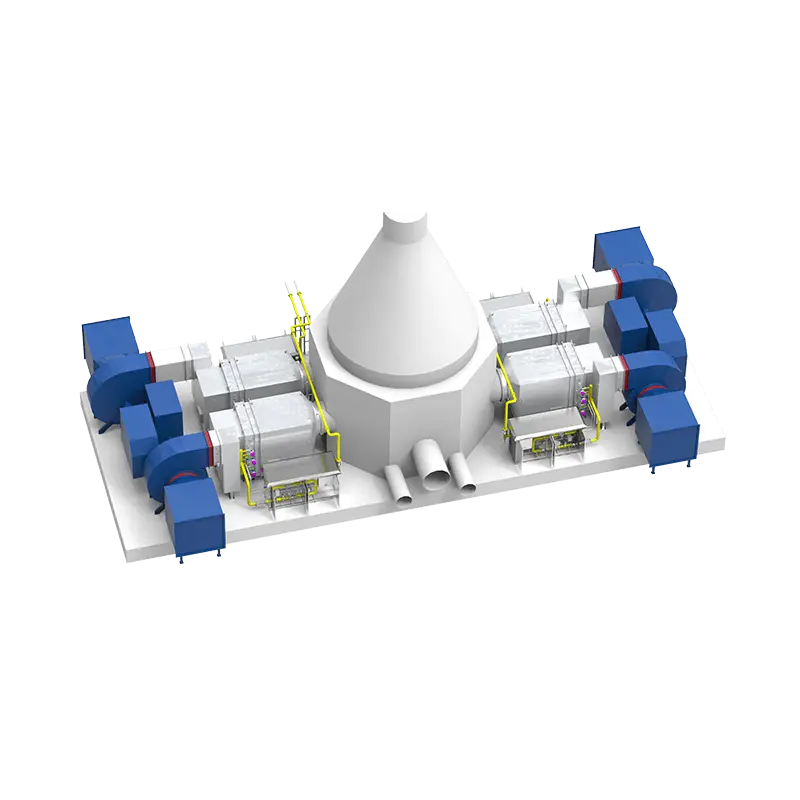
As industries worldwide strive for greater energy efficiency and reduced environmental impact, natural gas oxy-fuel burners are emerging as a leading technology in high-temperature industrial heating. By using pure oxygen instead of air for combustion, these burners achieve higher flame temperatures, improved thermal efficiency, and significantly lower emissions—making them ideal for glass manufacturing, metal processing, chemical production, and other energy-intensive applications.
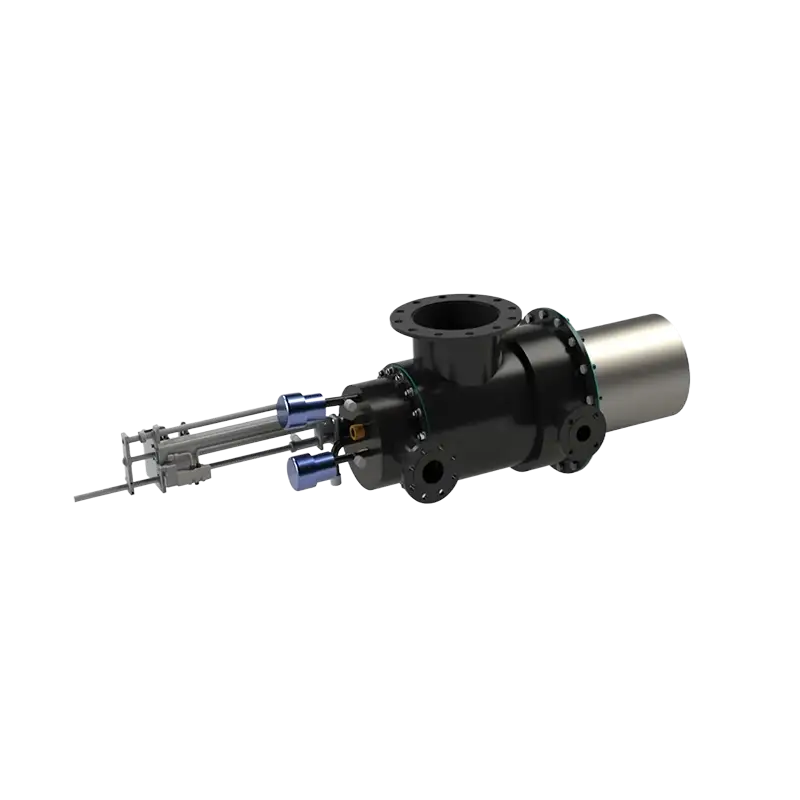
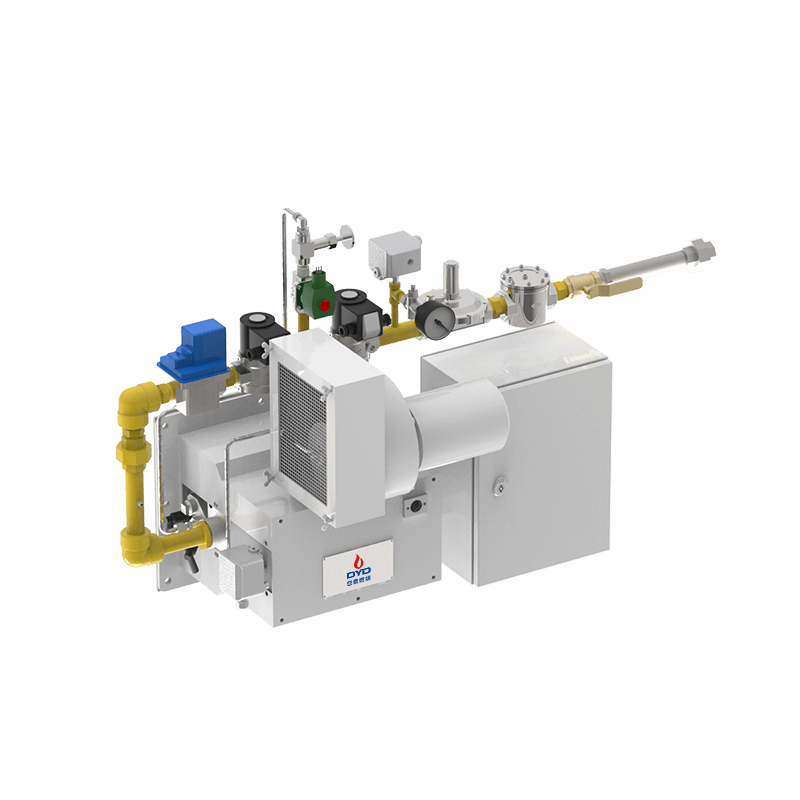
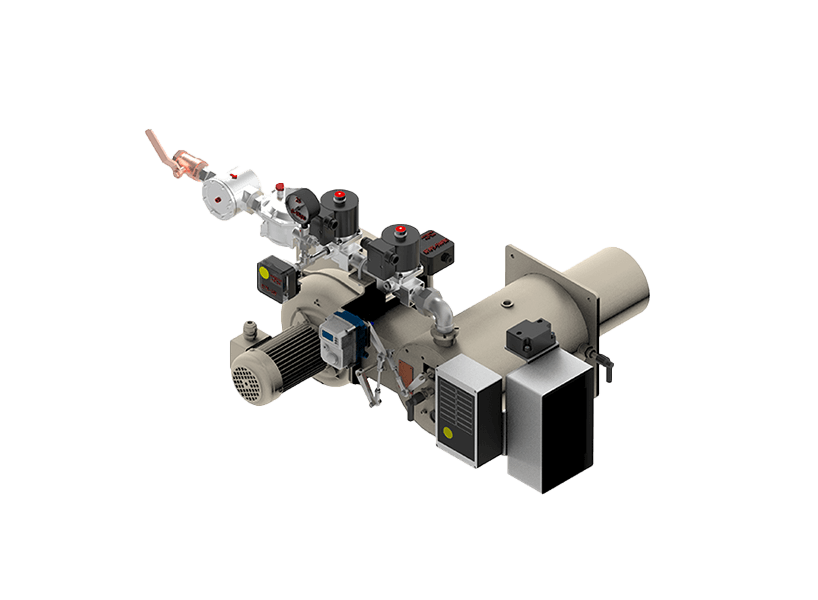
A natural gas oxy-fuel burner is a high-efficiency combustion system that uses natural gas as fuel and pure oxygen as the oxidizer. Unlike traditional air-fuel burners, this method eliminates nitrogen from the combustion process, resulting in a cleaner, hotter flame and reduced energy loss. Well-engineered systems, such as the Oatomflame-R series, offer power outputs ranging from 60 kW to 4400 kW and can be customized to suit various high-temperature industrial processes.
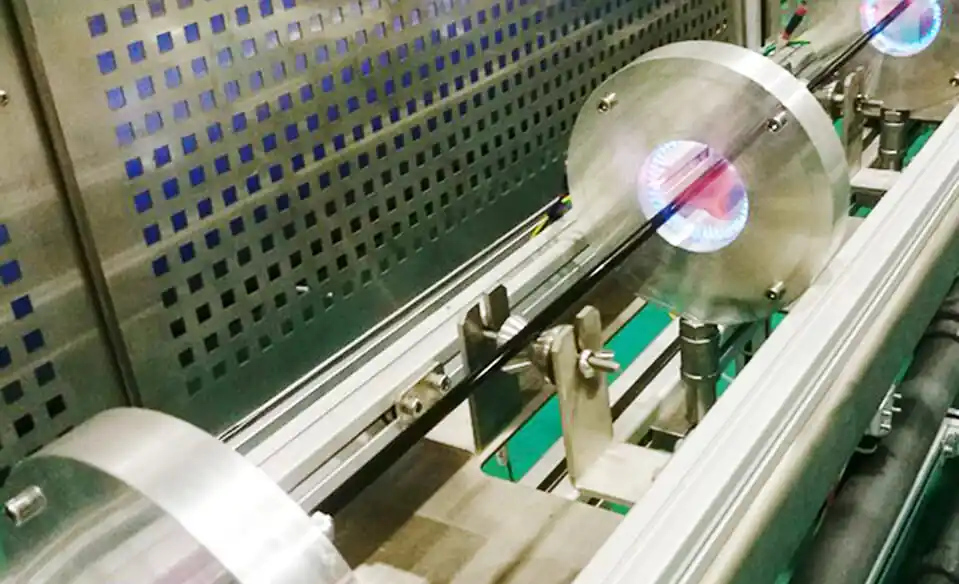
In glass manufacturing, consistent and high-temperature flames are essential for product quality. Oxy-fuel burners provide adjustable long-flame coverage with uniform heat distribution, making them suitable for fiberglass furnaces, container glass production, and specialty glass melting. They not only improve melting efficiency but also drastically reduce NOx emissions.
For copper, aluminum, and other non-ferrous metal melting, precise and high-temperature flames are critical. Oxy-fuel burners deliver superior thermal performance, accelerating melting rates and boosting productivity. With minimal nitrogen involved, NOx emissions are notably low, supporting compliance with strict environmental regulations.
In applications requiring precise temperature control—such as ceramic kilns or chemical reactors—oxy-fuel burners offer exceptional flexibility. With a turndown ratio of up to 5:1, they adapt seamlessly to varying thermal demands across production stages, enhancing process stability and product quality.
Here are the typical performance parameters for the Oatomflame-R series:
OatomF-R-080: Power 60–800 kW, Natural Gas 6–80 Nm³/h, Oxygen 12–160 Nm³/h
OatomF-R-320: Power 400–3200 kW, Natural Gas 40–320 Nm³/h, Oxygen 80–640 Nm³/h
OatomF-R-440: Power 1400–4400 kW, Natural Gas 140–440 Nm³/h, Oxygen 280–880 Nm³/h
High thermal efficiency with reduced flue gas heat loss
Signlower CO₂ and NOx emissions
Adjustable flame shape and length for better process alignment
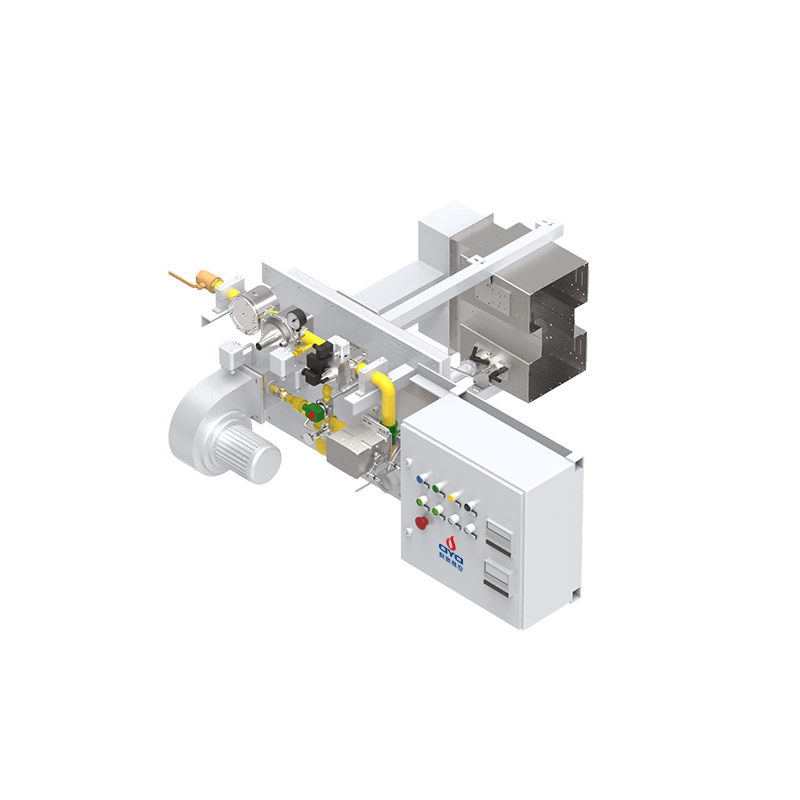
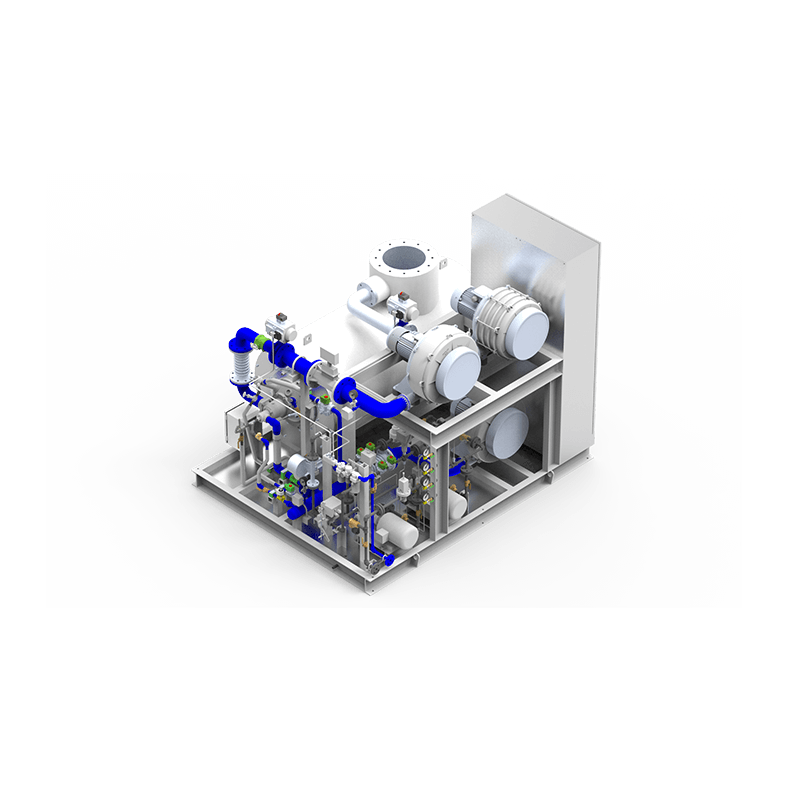
Modular design for easy installation and maintenance
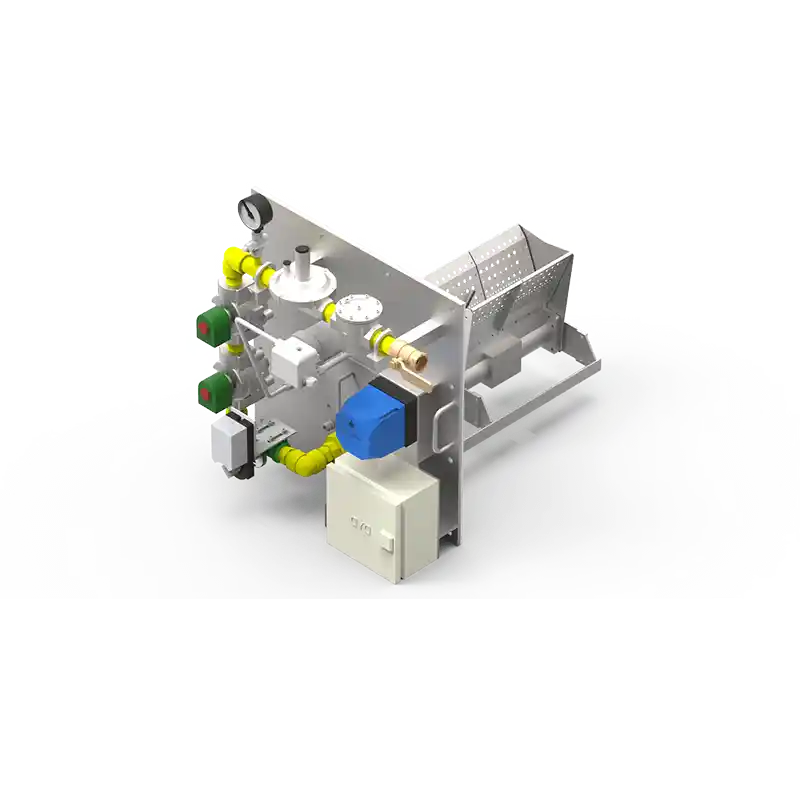
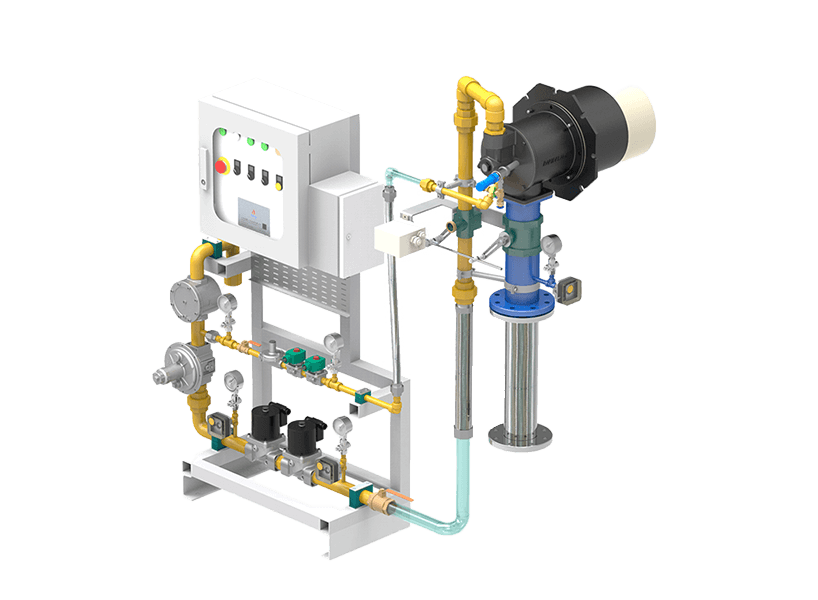
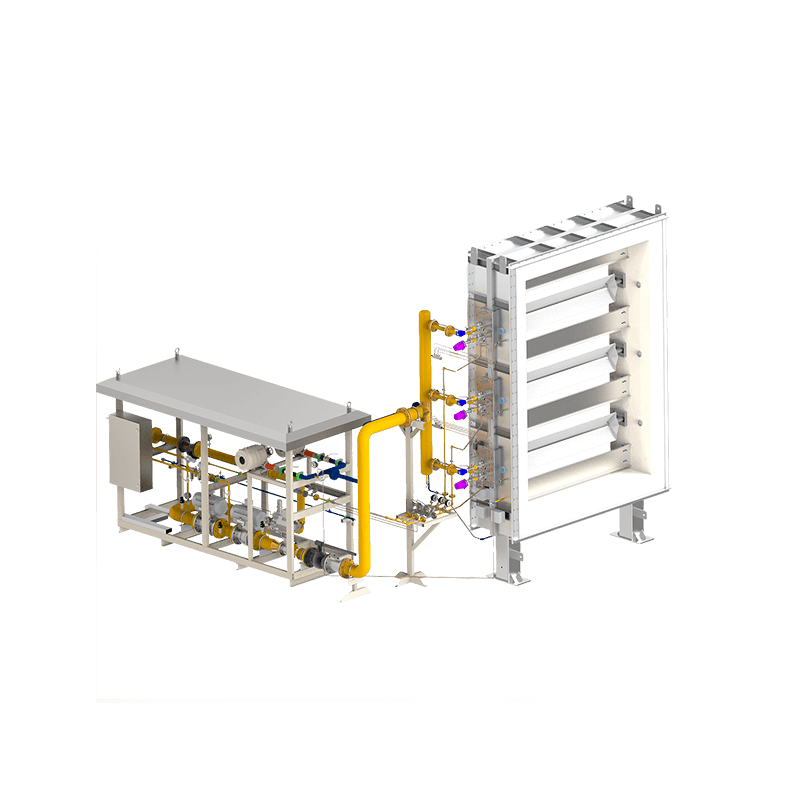
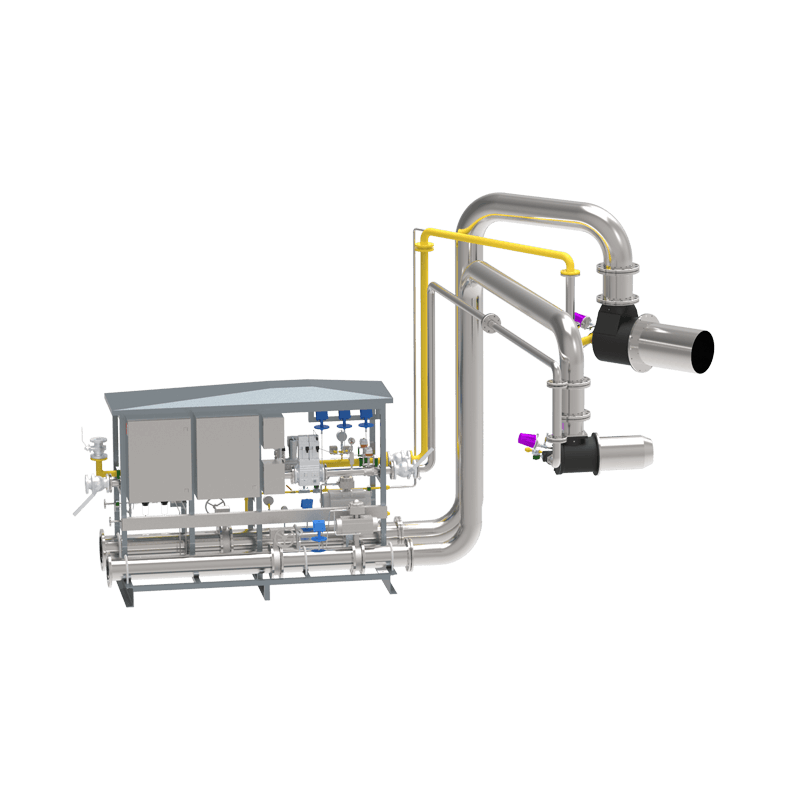
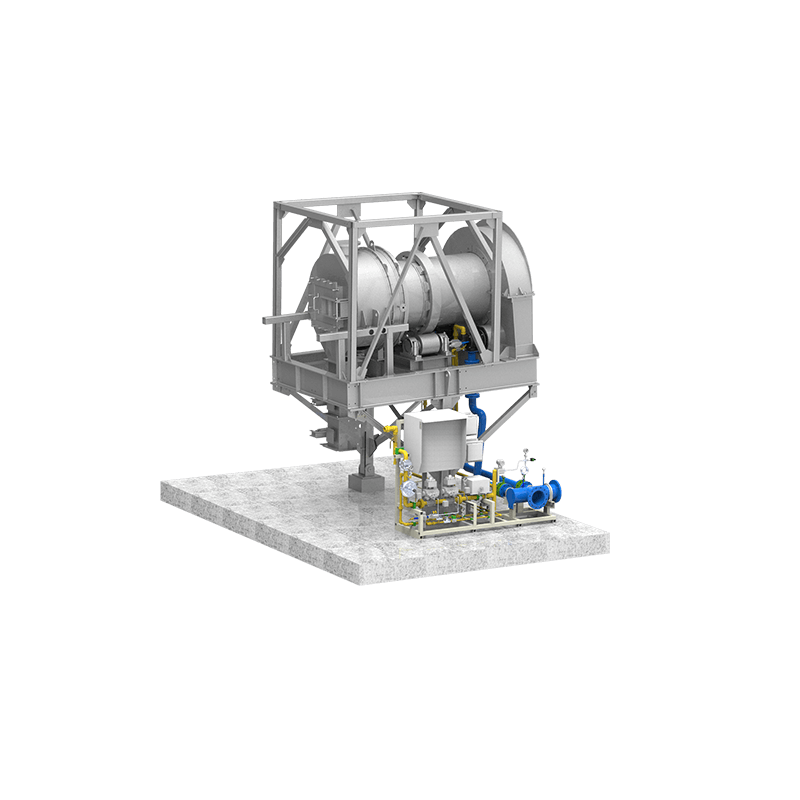
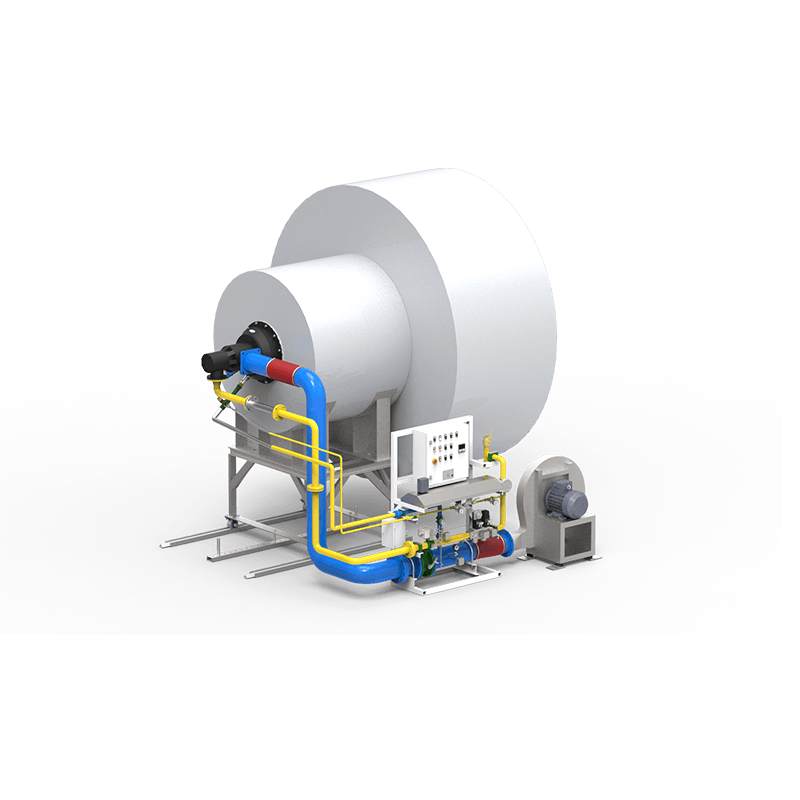
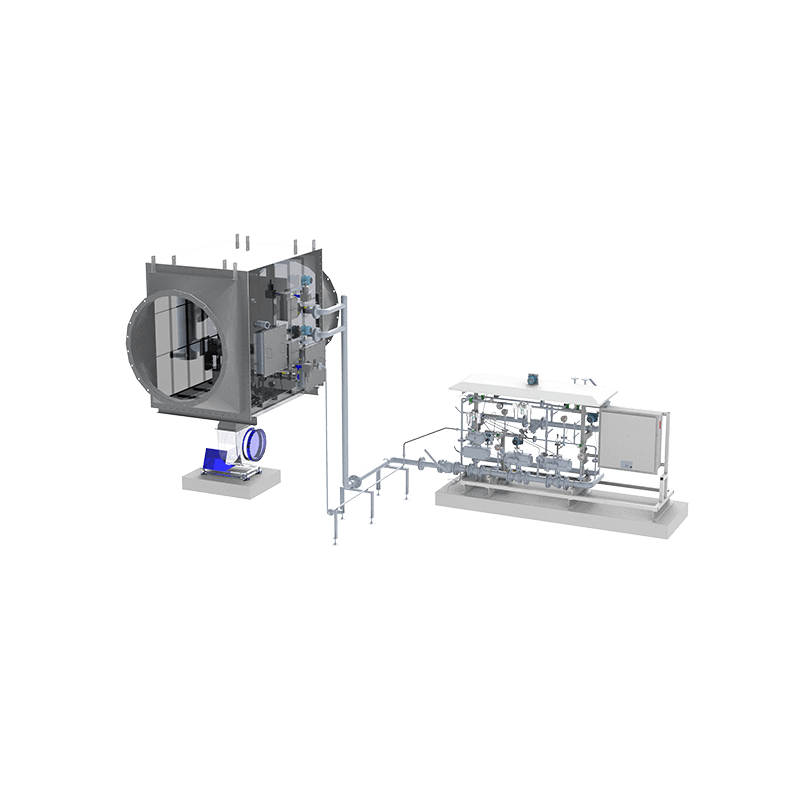
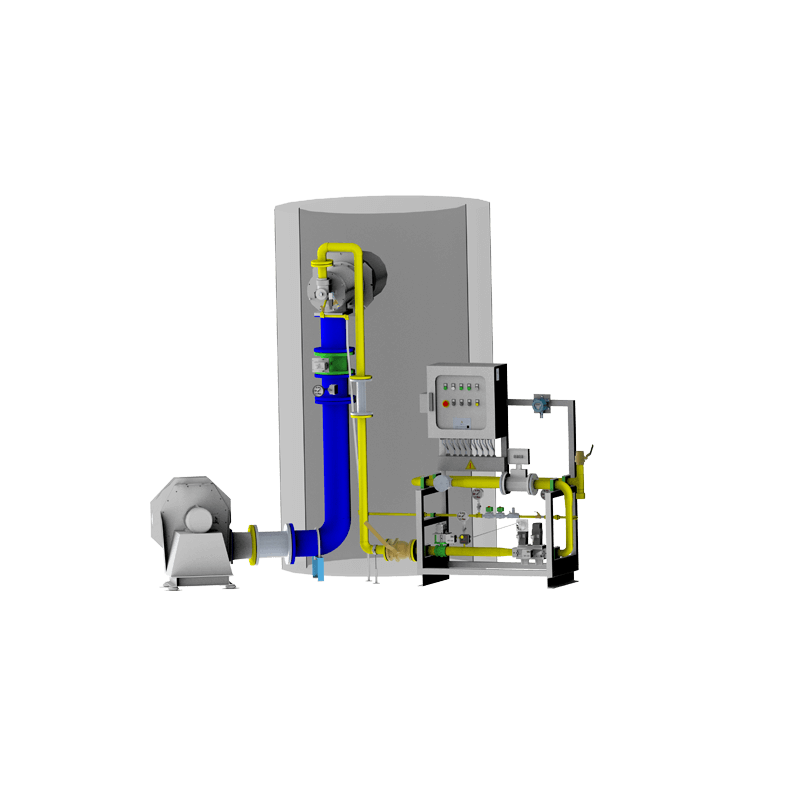
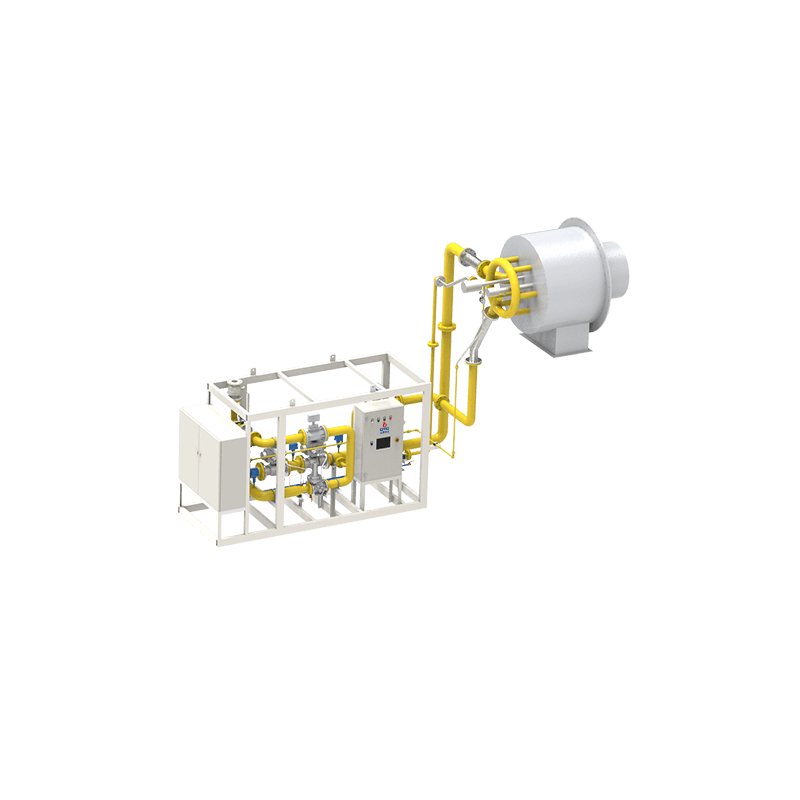
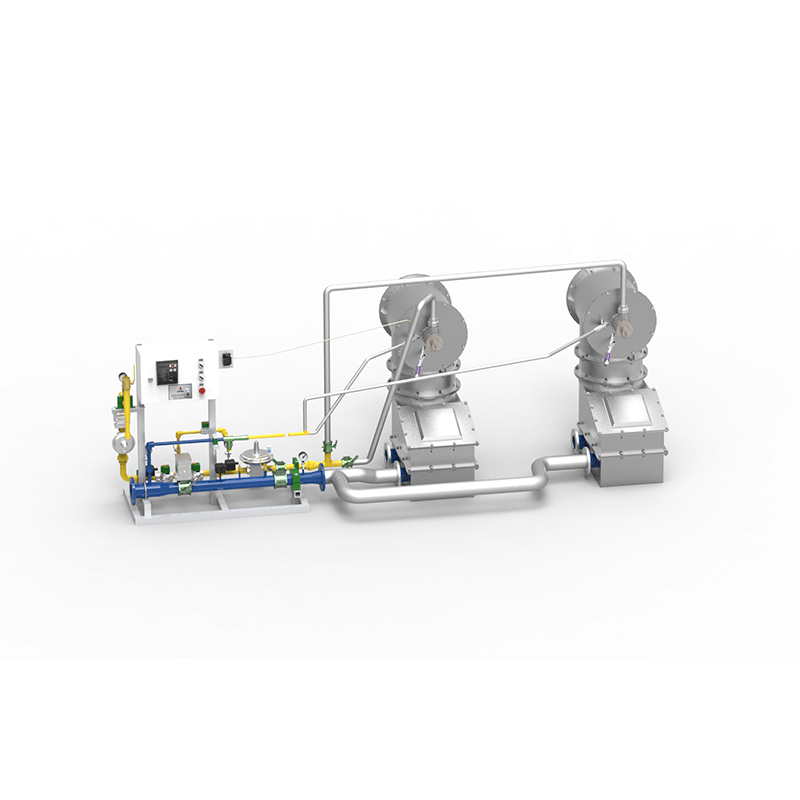
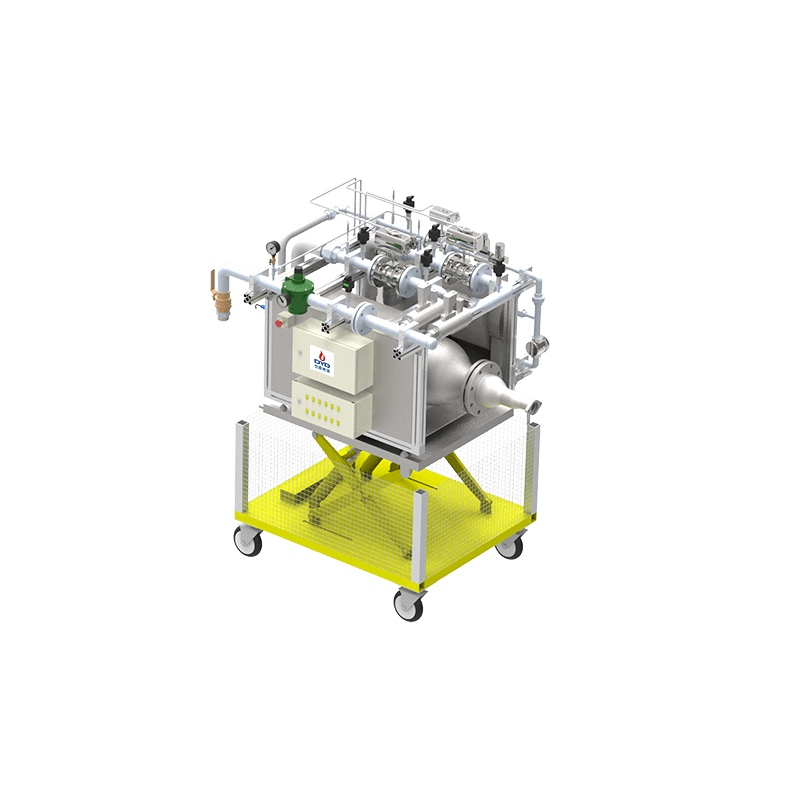
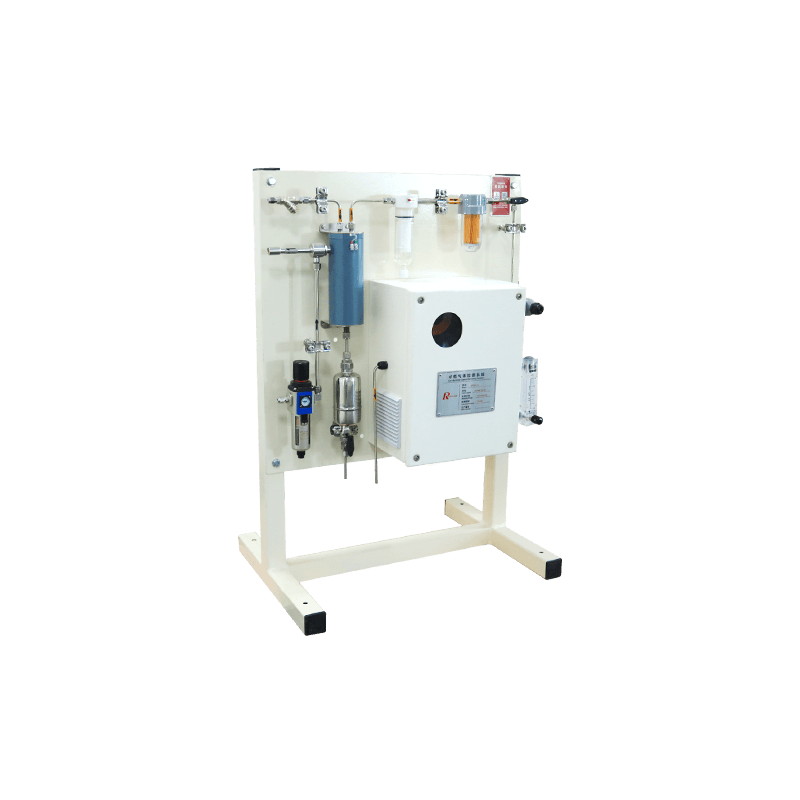
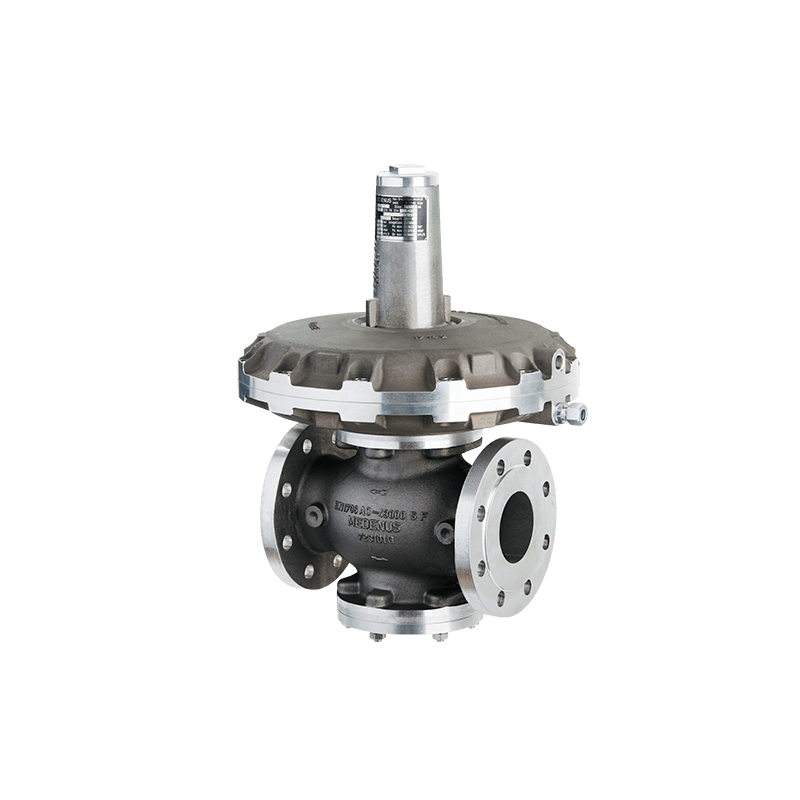
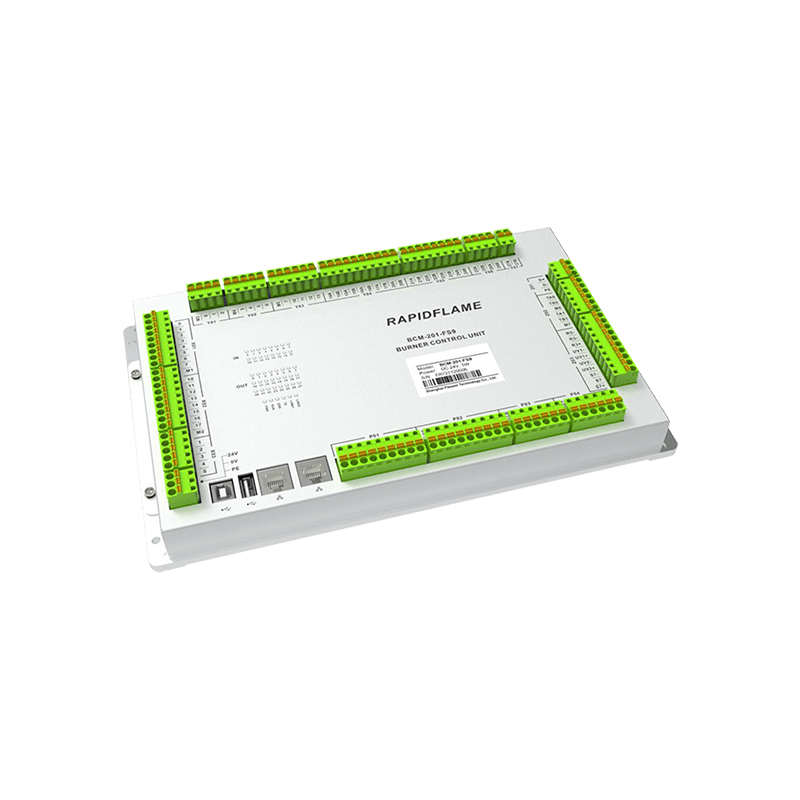
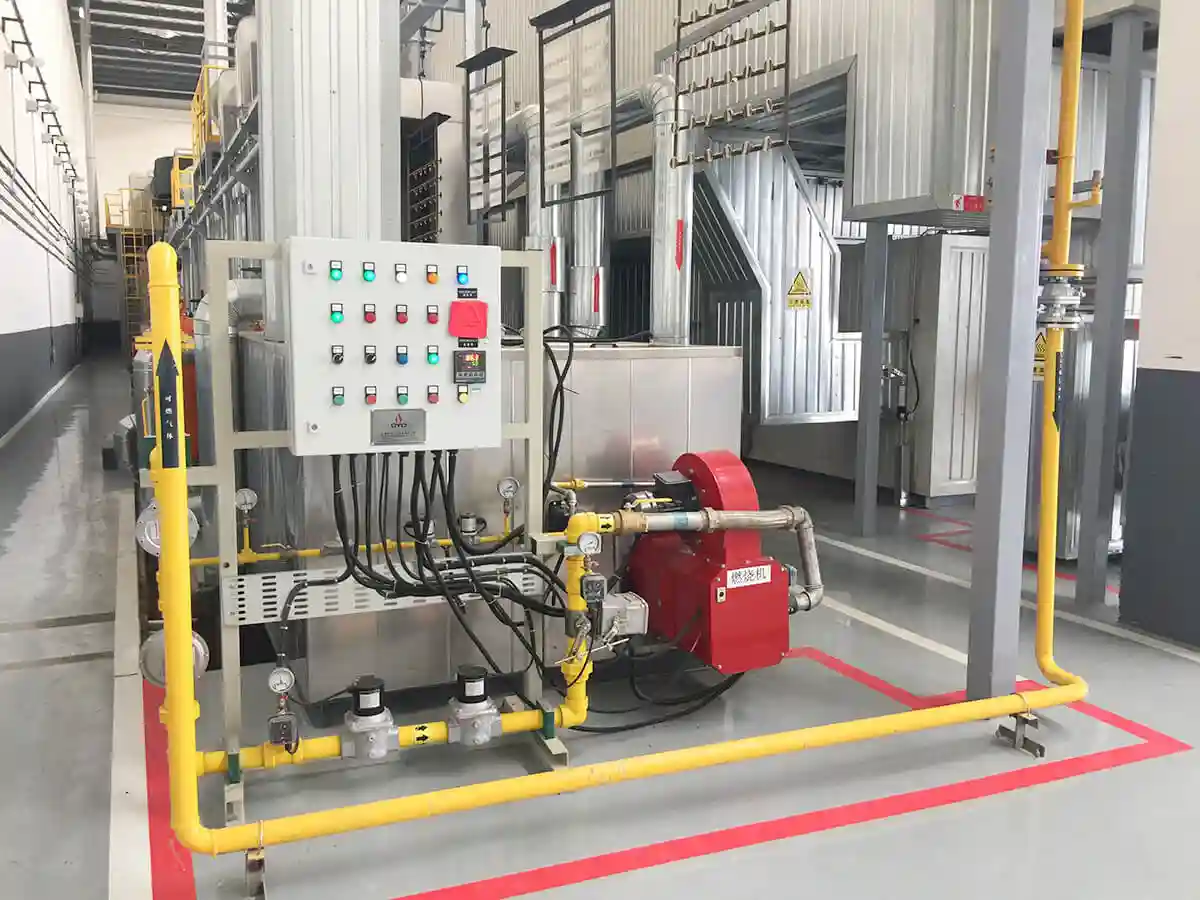
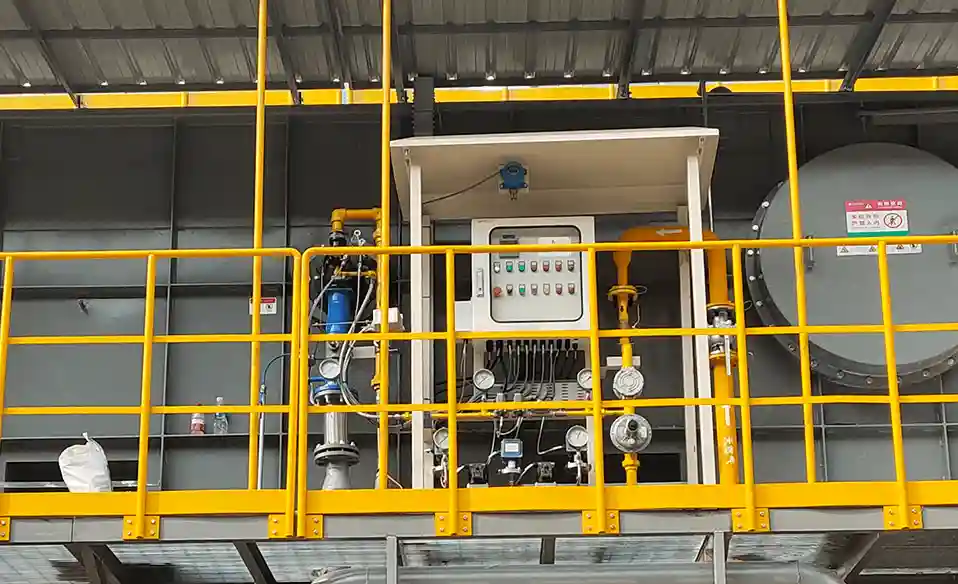
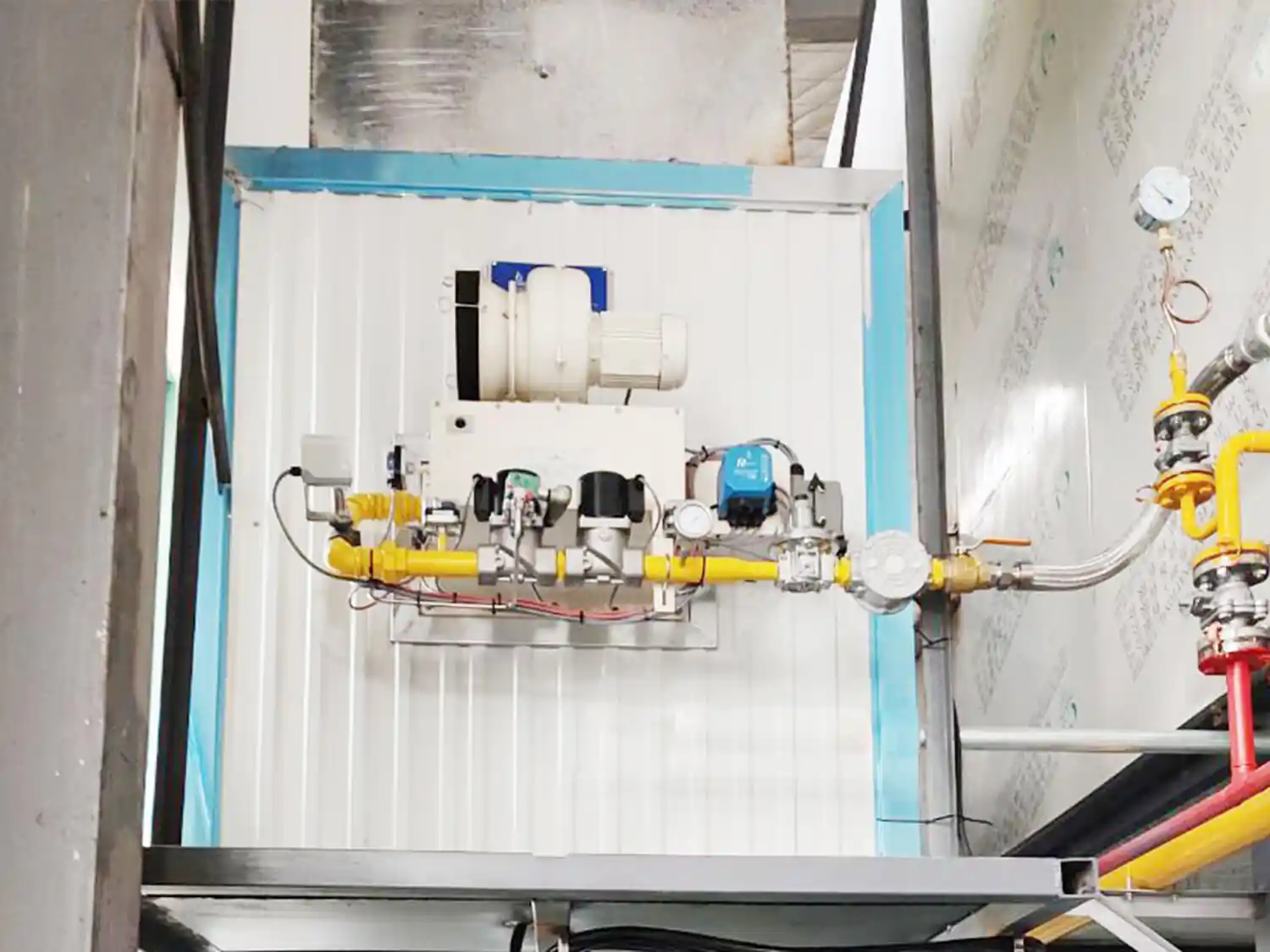
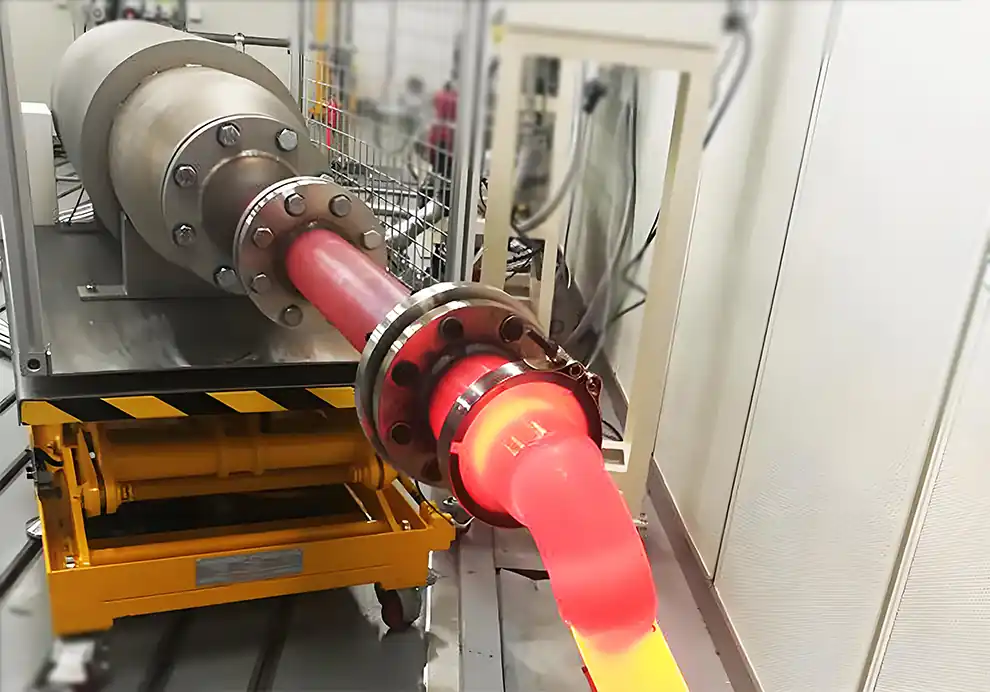
Natural gas oxy-fuel burners are typically equipped with specialized burner blocks and high-temperature flexible metal hoses for easy embedded installation. Systems integrate oxygen, natural gas, and purge air supply lines and can be automated with ignition, flame monitoring, and control systems for safe and intelligent operation.
Natural gas oxy-fuel burners represent a smart upgrade for industrial heating, combining energy efficiency, process flexibility, and environmental benefits. Whether used in glass melting, metal processing, or chemical heating, they provide reliable, high-temperature flame solutions that support sustainable and cost-effective production.